
“Empowering the All Electric Society”: le nuove tecnologie nel campo dell’elettrificazione, dell’interconnessione e dell’automazione consentono l’accesso universale all’energia elettrica.
Con l’aumento della produttività, è ovvio che cresca anche la domanda di energia di macchine e impianti. Il consumo di energia può anche aumentare, purché si riduca la cosiddetta impronta energetica del prodotto fabbricato.
di Wilhelm Scholle (*)
Se i dati devono essere acquisiti, ottimizzati per la produzione e correttamente comunicati nella rispettiva rete energetica, è necessaria un’adeguata digitalizzazione. Produttività e sostenibilità sono due facce della stessa medaglia. Un esempio di Phoenix Contact mostra come l’apparente contraddizione possa avere successo.
Dopo l’anno pandemico 2021, la domanda globale di energia cresce a 595 exajoule, secondo il portale statistico “Statista” (2022). In base a un articolo della giornalista Linda Maria Holm in Strom-Report.de (2022), ciò corrisponde a più di mille volte l’energia eolica prodotta in Germania. Per chiarire il concetto: un exajoule equivale a 278 terawattora o a un trilione, ossia un 1 con 18 zeri. Le discussioni sull’utilizzo dell’energia solare nella regione del Sahara - si pensi alla parola chiave: Desertec - dimostrano che la visione del futuro della All Electric Society descrive un obiettivo sicuramente raggiungibile. Oltre allo sviluppo delle energie rinnovabili attraverso questi progetti, anche l’uso sostenibile delle risorse energetiche per la protezione del clima si dimostra senza alternative, in un contesto in cui si prevede un ulteriore aumento della domanda di energia nei prossimi anni.
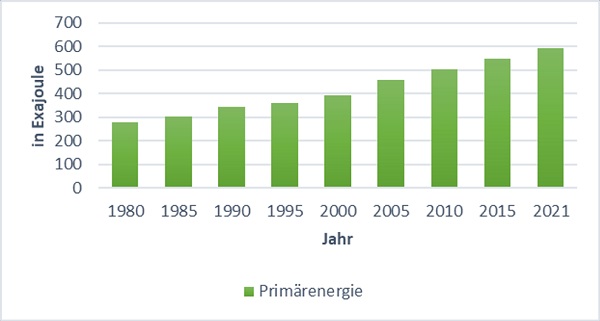
L’utilizzo di energia primaria è in costante crescita.
Tuttavia, la ricerca della sostenibilità non è un concetto nuovo. Circa dieci anni fa, Phoenix Contact, insieme ad altre aziende e Istituti del settore dell’automazione, aveva già individuato il potenziale di ottimizzazione nel progetto “Green Carbody” (Fonte: Das Fraunhofer-Institut für Werkzeugmaschinen und Umformtechnik IWU, 2008) un’alleanza di innovazione per la produzione sostenibile. L’obiettivo di “Green Carbody” era quello di ridurre del 50% l’utilizzo di energia per la produzione di una carrozzeria attraverso numerosi progetti individuali. Molti risultati del progetto rappresentano oggi lo stato dell’arte, come la chiusura degli impianti durante i periodi di inattività o l’uso intelligente della luce. In entrambi i campi d’azione, lo scambio di informazioni tra i sistemi coinvolti è indispensabile. I dati costituiscono quindi una base importante per cogliere ulteriori opportunità di risparmio. Senza l’informazione che una cella di produzione sia in attività o meno, le luci non verrebbero abbassate e l’impianto non verrebbe spento automaticamente nel fine settimana, a meno che non si conosca la pianificazione dei turni.
RIDURRE L’IMPRONTA ENERGETICA
Con l’aumento della produttività, è ovvio che cresca anche la domanda di energia di macchine e impianti. Il consumo di energia può anche aumentare, purché si riduca la cosiddetta impronta energetica del prodotto fabbricato. Se la macchina o l’impianto non è in grado di produrre a causa di un malfunzionamento, ad esempio, consumerà comunque una quantità considerevole di energia, se il fermo non è dovuto a un’interruzione di corrente. Questa “energia inattiva” si ripartisce sull’impronta energetica di tutti i prodotti, peggiorandola. Altre ragioni che determinano un’impronta maggiore possono essere la produzione di parti difettose o tempi di attrezzaggio o di inattività troppo lunghi. Quindi, se il gestore riesce ad aumentare la produttività evitando i tempi di inattività, migliora contemporaneamente l’impronta del prodotto fabbricato.

Una migliore efficacia totale dell’impianto (Overall Equipment Efficiency-OEE) mantiene bassa l’impronta ecologica dei prodotti fabbricati.
INTEGRAZIONE DI CENTRALINE DI RACCOLTA DATI
Se i nuovi impianti devono essere dotati di un concetto adeguato per la trasparenza dei dati, oggi questo può essere facilmente realizzato. Ma che dire dei sistemi più datati, acquistati qualche anno fa e non ancora adeguatamente digitalizzati? Come azienda produttrice, anche Phoenix Contact ha affrontato questo problema, trovando una soluzione nella stessa alimentazione elettrica. In questo contesto, l’azienda ha inserito centraline di raccolta dati nell’alimentazione elettrica delle macchine e degli impianti del proprio sito produttivo di Bad Pyrmont. Le curve caratteristiche della potenza attiva consentono di monitorare le fasi di processo, i materiali, l’usura e, sulla base delle analisi delle devianze, anche i malfunzionamenti in una fase iniziale, motivo per cui non si verificano costosi tempi di fermo.

Il Data Collection Box può essere integrato in sistemi esistenti e raccoglie dati importanti per l’ottimizzazione della produzione e dell’energia, ad esempio nella produzione elettronica di “PLCnext Factory” presso il sito di Phoenix Contact a Bad Pyrmont, in Germania.
L’esperienza acquisita ha dimostrato che i parametri e i processi possono essere ottimizzati con pochi segnali aggiuntivi come temperature, pressioni o umidità. L’uso dell’apprendimento automatico e dell’intelligenza artificiale apre ulteriori potenzialità in questo settore. I dati necessari a questo scopo possono essere letti tramite separatori di segnale, senza dover intervenire in modo significativo sull’impianto. Inoltre, l’operatore può decidere con maggiore cognizione di causa se sia meglio riparare una macchina, accettando i tempi di inattività, o tenerla in funzione fino al fine settimana, tenendo conto dell’impronta energetica dei prodotti fabbricati su di essa. È il caso, ad esempio, degli impianti che riducono la produzione in caso di malfunzionamento, senza però interrompere completamente la produzione.

Gli isolatori galvanici compatti integrano i dati sull’energia attiva con un intervento minimamente invasivo negli impianti esistenti e sono quindi disponibili per gli algoritmi di ottimizzazione della produzione.
CONFRONTO MULTI-SITO DEI VALORI MISURATI
Durante la produzione di due alberi a gomito in centri di lavoro dello stesso tipo, le devianze nelle curve di energia misurate hanno permesso di stabilire che sono stati utilizzati pezzi grezzi con dimensioni esterne diverse. In questo contesto, casi simili possono avere un impatto non solo sul consumo energetico. Uno scenario come quello degli alberi a gomito porta spesso a una maggiore usura, a tempi di ciclo peggiori, a tempi di riattrezzaggio più lunghi e quindi a una minore produttività. Per riconoscere le anomalie, è necessaria una soluzione software e un’interfaccia utente di supporto che analizzino i dati e, se necessario, suggeriscano opzioni di intervento.
In questo contesto, le soluzioni cloud rappresentano oggi una buona opportunità per implementare i concetti di sostenibilità in tutte le sedi e a livello globale. Le cifre chiave dei diversi siti produttivi sono ora comparabili. A seconda dei diritti di accesso, i valori degli altri siti possono di conseguenza contribuire a realizzare i propri miglioramenti. Misurata in termini di costi energetici dei singoli impianti, le capacità produttive possono essere utilizzate in modo ottimale in base al fabbisogno energetico dei prodotti.

Con il servizio EMMA della piattaforma IoT Proficloud.io di Phoenix Contact, le aziende hanno un accesso semplice e rapido ai loro dati energetici.
EVITARE I PICCHI DI CARICO
In una fase successiva, la produzione all’interno di un sito potrebbe essere organizzata in modo tale che i prodotti con un elevato fabbisogno energetico siano fabbricati in un periodo di tempo con approvvigionamento energetico neutrale dal punto di vista della CO2. I prodotti a basso consumo energetico verrebbero quindi fabbricati di notte. Tale scenario può essere una visione, ma si rivela sempre una questione di efficienza economica. Anche i picchi di carico possono essere evitati attraverso l’adeguamento della domanda, poiché generano costi sproporzionatamente elevati.
Resta da dire che i dati, e quindi la digitalizzazione, sono i prerequisiti per le moderne aziende manifatturiere per produrre in modo sostenibile. Le attuali tecnologie e soluzioni possono contribuire alla sostenibilità necessaria per un futuro vivibile. Per ulteriori informazioni: www.phoenixcontact.com/digitalfactorynow.
FOCUS 1: UTILIZZO DI CORRENTE CONTINUA NELLA PRODUZIONE
Il progresso tecnologico consente di sfruttare un ulteriore importante potenziale di risparmio nella produzione: l’uso della corrente continua al posto della corrente alternata. La gestione di correnti e tensioni elevate nel campo della tecnologia di ricarica per la mobilità elettrica ha rivelato nuove opzioni, ad esempio la commutazione sicura di una rete a 650 V c.c.. Oltre a un collegamento più efficace ai sistemi di energia rinnovabile e all’accumulo di energia, la “fabbrica a corrente continua” consente anche un uso sostenibile dell’energia cinetica attraverso il recupero dei processi di frenata. Dal 2016, il gruppo di lavoro ZVEI “DC-Industrie2” ha affrontato i promettenti risultati su questo tema in una serie di impianti e fabbriche modello. Gli investimenti associati si ripagheranno grazie all’elevato potenziale di sostenibilità.
FOCUS 2: RACCOLTA DI DATI CON SOLUZIONI PRONTE ALL’USO
Il Data Collection Box di Phoenix Contact è adatto per l’acquisizione di dati in impianti esistenti e nuovi. Nella maggior parte dei casi i dati vengono archiviati localmente, ma possono anche essere trasferiti a servizi IT o cloud, come Proficloud, con piccole modifiche. Per la scelta del box giusto è necessario seguire solo due passaggi. In primo luogo, l’utente determina il tipo di dati da registrare, ad esempio i dati energetici o di processo.
Poi sceglie il box più adatto. Con le varianti prefabbricate sono disponibili diverse soluzioni standardizzate. È necessario effettuare solo piccole parametrizzazioni. Ciò consente una rapida messa in funzione dei box, che sono certificati a norma CE. Certificazioni alternative, ad esempio UL e CCC, possono essere realizzate su richiesta. Se nessuna delle varianti standardizzate soddisfa pienamente le esigenze dell’utente, possono essere utilizzate come base per una nuova versione. L’utente seleziona i moduli che desidera utilizzare per la raccolta dei dati di processo ed energetici, quelli per l’elaborazione dei dati e il tipo di custodia di cui necessita. È possibile integrare anche componenti di terze parti. ©TECNeLaB
(*) Wilhelm Scholle, Industry Management in Vertical Market Management Factory Automation, Phoenix Contact Electronics GmbH, Bad Pyrmont, Germania.

L’Autore dell’articolo: Wilhelm Scholle, Industry Management in Vertical Market Management Factory Automation, Phoenix Contact Electronics GmbH, Bad Pyrmont, Germania.














